

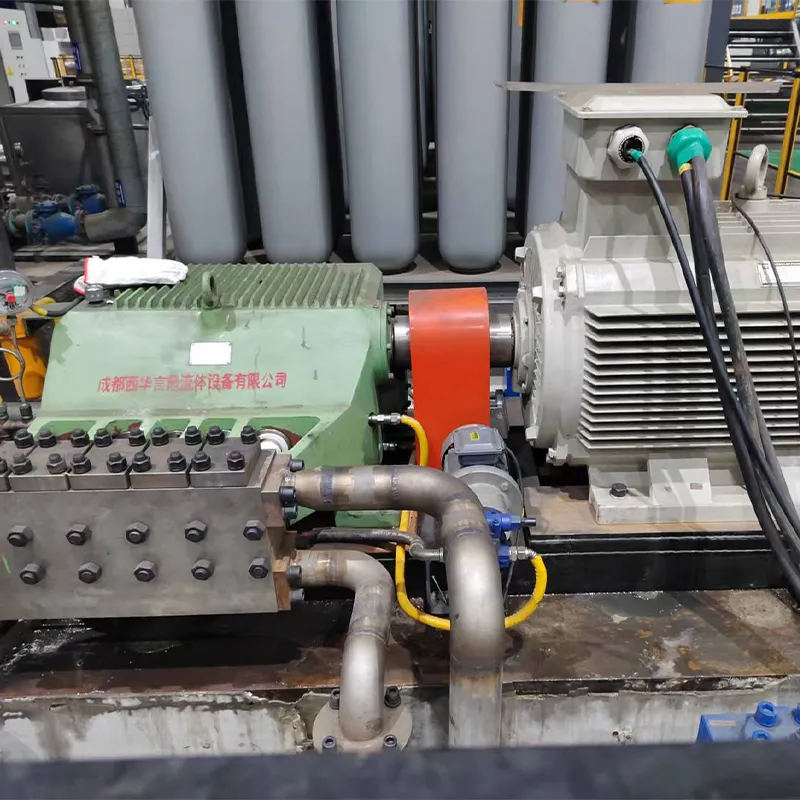
Электрический плунжерный насос
Когда слышишь ?электрический плунжерный насос?, первое, что приходит в голову большинству — это простой агрегат: электродвигатель, кривошипно-шатунный механизм, плунжерная пара. Но на практике, особенно когда речь заходит о стабильной работе под давлением в 150-200 бар с агрессивными или абразивными средами, эта кажущаяся простота рассыпается. Многие, особенно на старте, недооценивают важность материалов уплотнений, теплового режима привода и, что критично, алгоритма управления. Именно здесь и кроется разница между аппаратом, который проработает сезон, и тем, что будет служить годами без лишних хлопот.
Где тонко, там и рвется: опыт и подводные камни
Взять, к примеру, подачу реагентов на водоочистных станциях. Задача вроде бы типовая. Но когда начали использовать новый коагулянт на основе полиалюминия хлорида, старые насосы с уплотнениями из стандартной EPDM стали ?потеть? на штоках буквально через месяц. Пришлось разбираться. Оказалось, среда хоть и не сильно кислая, но содержит активный хлор, который ?съедает? обычную резину. Перешли на уплотнения из фторкаучука (FKM) — проблема ушла. Но и тут нюанс: не всякий FKM одинаков. Для низких температур на открытых площадках нужна была модификация с низкотемпературным порогом. Это тот случай, когда специфика среды диктует всё.
А вот с абразивными суспензиями, скажем, в горно-обогатительном цикле, история другая. Здесь бич — износ плунжера и гильзы. Пробовали ставить керамические плунжеры — хрупкость оказалась проблемой при монтаже и вибрациях. Композитные материалы на основе карбида вольфрама показали себя куда лучше, но и цена иная. Важен баланс: иногда надежнее и дешевле в долгосрочной перспективе использовать сменные комплекты из износостойкой стали, но проектировать узел для их быстрой замены, чем гнаться за ?вечными? решениями.
И управление... Раньше часто ставили простые частотные преобразователи, думая, что этого достаточно для регулировки подачи. Но при резком изменении нагрузки, особенно в системах дозирования, это приводило к рывкам, кавитации и быстрому износу клапанов. Сейчас всё чаще смотрю в сторону специализированных контроллеров, которые могут реализовать плавный разгон/замедление плунжера и компенсировать инерцию. Это не просто ?включить/выключить?, это вопрос сохранения ресурса всей гидравлической системы.
Связка с реальными проектами и решениями
В этом контексте интересен подход некоторых производителей, которые интегрируют разработку ПО в саму концепцию оборудования. Взять, к примеру, ООО Чэнду Сихуа Яньдин Флюидное Оборудование (их сайт — https://www.cdxhyd.ru). Они позиционируют себя как научно-техническое предприятие, работающее в области гидродинамики, интеллектуального строительства и производства насосной продукции. Для меня это показатель того, что компания мыслит не просто как сборщик железа, а как создатель системы. Их акцент на разработке программного обеспечения в области гидродинамики — это как раз про то самое ?умное? управление насосом, которое я упоминал. Моделирование потоков и давлений в софте до изготовления ?железа? позволяет заранее предсказать точки риска — те же кавитационные зоны в клапанной коробке.
Их сфера — оборудование для водоочистки, системы энергосбережения и комплексные решения — это как раз те ниши, где электрический плунжерный насос раскрывается полностью. Не как отдельный агрегат, а как часть контура. Например, в системе умного дозирования реагентов насос должен ?общаться? с датчиками pH и мутности, а контроллер — оперативно корректировать подачу. Тут уже нужна не просто надежная механика, а именно синергия ?железа? и ?софта?. Видимо, они это и предлагают под видом комплексных решений.
Кстати, про энергосбережение. В плунжерных насосах часто упускают из виду КПД при частичной нагрузке. Дросселирование на выходе — это прямые потери. Гораздо эффективнее регулировать либо частотой (хотя и с оговорками, как я писал), либо изменением хода плунжера, если конструкция позволяет. Интеграция таких насосов в общую систему энергоменеджмента объекта — это следующий логичный шаг, и похоже, что некоторые компании, включая упомянутую, двигаются именно в эту сторону.
Практические кейсы: что работает, а что — нет
Был у меня проект на небольшом химическом производстве — перекачка связующего на основе смол. Среда вязкая, неабразивная, но склонная к полимеризации при застое. Заказчик изначально хотел самый дешевый вариант насоса с большими зазорами. Уговорил его на прецизионную пару с подогревом рубашки гильзы. Подогрев был невысоким, всего 40-45°C, но этого хватило, чтобы остатки среды не ?запекались? на стенках во время простоев. Ресурс между обслуживаниями вырос в разы. Иногда ключевое — не мощность, а такая вот ?гигиена? рабочей камеры.
А вот неудачный опыт. Ставили насос для подачи известкового молока. Среда абразивная, но мягкая. Решили сэкономить на материале клапанов — поставили стандартные стальные. Износ был катастрофическим, клапаны ?проедало? за недели. Перешли на клапаны с резиновыми седлами — ситуация улучшилась, но резина не любила постоянных ударных нагрузок от твердых включений. В итоге пришли к комбинированному решению: износостойкое керамическое седло и эластичный тарельчатый клапан. Мораль: иногда правильное решение лежит не в выборе одного суперматериала, а в грамотной комбинации нескольких.
Мысли вслух о будущем таких систем
Сейчас всё больше говорят про предиктивную аналитику и IoT. Для электрического плунжерного насоса это могло бы означать датчики вибрации на корпусе и приводе, мониторинг температуры масла в кривошипной камере и, конечно, датчики давления в реальном времени на всасе и нагнетании. Данные с этих сенсоров, обработанные тем самым специализированным ПО, могли бы предупреждать не просто об отказе, а о падении эффективности: например, ?уплотнение плунжера начало подтекать, КПД упал на 5%, рекомендуем плановое обслуживание в течение 200 моточасов?. Это уже не обслуживание по регламенту или по факту поломки, а именно по состоянию.
И здесь снова возвращаешься к важности комплексного подхода. Производитель, который делает и насосы, и клапаны, и пишет софт для управления и диагностики, как ООО Чэнду Сихуа Яньдин Флюидное Оборудование, теоретически имеет преимущество. Он может оптимизировать взаимодействие всех компонентов на системном уровне, обеспечивая ту самую ?интеллектуальность? в строительстве и эксплуатации систем. Для конечного пользователя это потенциально означает меньшие эксплуатационные расходы и большую предсказуемость.
В итоге, электрический плунжерный насос сегодня — это уже давно не примитивный объемный насос. Это высокотехнологичный узел, эффективность и долговечность которого определяются десятком факторов: от корректного выбора материалов пары трения и уплотнений до алгоритмов работы привода и возможности его встраивания в более широкую цифровую экосистему объекта. И главный вывод, пожалуй, такой: выбирать и эксплуатировать его нужно, всегда держа в голове не только его паспортные данные, но и конкретную среду, конкретный технологический цикл и те ?мелочи?, которые в итоге и решают всё.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Система получения сверхчистой воды
Система получения сверхчистой воды -
 Интегрированная насосная станция водоснабжения
Интегрированная насосная станция водоснабжения -
 Многоступенчатые центробежные насосы серии XHDP с самоуравновешиванием
Многоступенчатые центробежные насосы серии XHDP с самоуравновешиванием -
 Вертикальные многоступенчатые центробежные насосы с низким уровнем шума серии DLZ
Вертикальные многоступенчатые центробежные насосы с низким уровнем шума серии DLZ -
 Клапан высокого давления для удаления окалины
Клапан высокого давления для удаления окалины -
 Бессальниковые самовсасывающие насосы с автоматическим управлением серии XHFZ
Бессальниковые самовсасывающие насосы с автоматическим управлением серии XHFZ -
 Пожарные насосы тангенциальные серии XBD
Пожарные насосы тангенциальные серии XBD -
 Клапан минимального уровня
Клапан минимального уровня -
 Гидравлическая система
Гидравлическая система -
 Пожарные насосы одноступенчатые одно-всасывающие серии XBD-SLS
Пожарные насосы одноступенчатые одно-всасывающие серии XBD-SLS -
 Насос центробежный одно-всасывающий многоступенчатый шахтный износостойкий типа MD
Насос центробежный одно-всасывающий многоступенчатый шахтный износостойкий типа MD -
 Кожухотрубчатый теплообменник
Кожухотрубчатый теплообменник
Связанный поиск
Связанный поиск- Преобразователь давления пд 100
- Измерительные преобразователи избыточного давления
- Обратный осмос ro
- Тормозная система гидравлическая дисковая
- Гидравлическая система ultraflex
- Насос химический центробежный 65
- Преобразователь давления 0 10 бар
- Гидравлическая система мини экскаватора
- Химический насос х
- Погружной химический насос



