

Химический насос хмс
Когда слышишь ?ХМС?, первое, что приходит в голову — это, конечно, химический насос. Но если копнуть глубже, в этой аббревиатуре скрывается не просто тип оборудования, а целая философия работы с агрессивными средами. Многие, особенно те, кто только начинает работать с перекачкой реагентов, ошибочно полагают, что главное — это марка стали или заявленный напор. На деле же, ключевым часто становится совсем другое — например, конструкция торцевого уплотнения или совместимость материала проточной части с конкретной, узкой группой веществ. Сам видел, как на одном производстве поставили вроде бы подходящий по паспорту химический насос хмс для серной кислоты средней концентрации, а он через полгода начал ?потеть? на валу. Оказалось, проблема была в материале сальниковой набивки — он не учитывал микроколебания температуры в технологическом цикле, которые были прописаны в регламенте, но на которые редко смотрят при подборе. Вот об этих нюансах, которые не найдешь в каталогах, и хочется порассуждать.
От аббревиатуры к сути: что скрывает ХМС
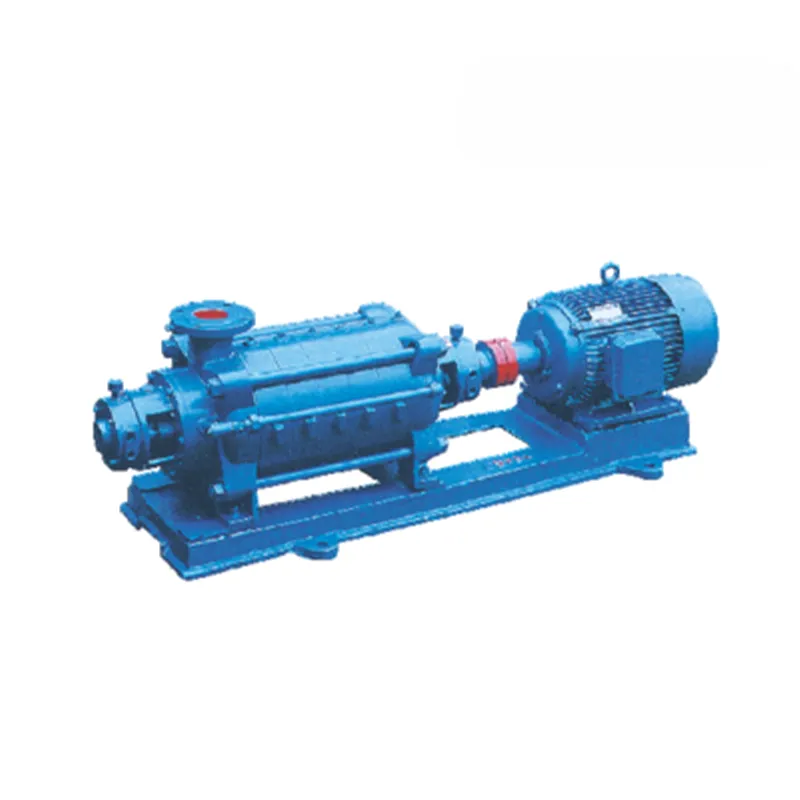
Если брать классическое понимание, то насос хмс — это центробежный, консольный, моноблочный аппарат для химически активных жидкостей. ?Моноблочность? здесь — не просто конструктивное решение, а часто спасительный вариант для упрощения монтажа и обслуживания в тесных помещениях цехов. Но вот что интересно: в последние годы сам термин стал немного размываться. Некоторые поставщики начали называть ХМС’ами практически любые химические насосы, даже с отдельным основанием и муфтовым соединением, что, строго говоря, не совсем корректно. Это создает путаницу при заказе запчастей.
Работая с разными моделями, пришел к выводу, что надежность узла ?вал-рабочее колесо? в таких насосах — это 70% успеха. Вибрация — главный враг. Помню случай на лакокрасочном заводе: насос работал на смеси растворителей, и через несколько месяцев появилась вибрация, которую сначала списали на дисбаланс колеса. После переборки проблема вернулась. Вскрытие показало микротрещины в валу в месте посадки колеса — материал вала (хотя это была хорошая нержавейка) оказался чувствителен к конкретному типу ароматических углеводородов в составе смеси, о чем не было данных в стандартных таблицах химической стойкости. Пришлось заказывать вал из другого сплава.
В этом контексте полезно следить за компаниями, которые углубляются в такие материальные нюансы. Например, ООО Чэнду Сихуа Яньдин Флюидное Оборудование (сайт — https://www.cdxhyd.ru) позиционирует себя как научно-техническое предприятие, работающее в области гидродинамики и производства насосной продукции. Их подход, судя по описанию, предполагает не просто продажу железа, а проработку комплексных решений. Для химического насоса это может означать, что они способны смоделировать гидродинамику конкретной среды и подобрать или спроектировать оптимальную геометрию проточной части, что критически важно для снижения кавитации и износа при работе с нестандартными вязкостями.
Типичные ошибки при подборе и монтаже
Самая распространенная ошибка — выбор ?с запасом?. Кажется, что взяв насос с большим напором и подачей, мы обезопасим процесс. На практике это ведет к работе далеко от точки оптимального КПД, к перегреву среды, ускоренному износу уплотнений и повышенному энергопотреблению. Для химических насосов хмс это вдвойне опасно, так как перегрев может изменить свойства перекачиваемого реагента или усилить его коррозионную активность.
Вторая ошибка — игнорирование режима пуска и останова. Многие технологические линии подразумевают частые запуски. А для насоса, работающего, скажем, с щелочью, момент сухого хода (даже кратковременный при запуске) может быть фатальным для торцевого уплотнения. Здесь важно предусматривать системы подпитки или контроля уровня.
Третье — монтаж на нежестком основании. Кажется очевидным, но в погоне за скоростью запуска линии насос иногда ставят просто на пол, без рамы или фундамента. Вибрация от работы передается на трубопроводы, приводит к усталостным трещинам в сварных швах фланцев и, как следствие, к протечкам. А протечка химиката — это уже ЧП.
История одного ?несоответствия?: пример из практики
Хочу привести пример, который хорошо иллюстрирует важность деталей. На одном из предприятий по производству удобрений стояла задача перекачки фосфорной кислоты с примесями. По таблицам химической стойкости для этой цели идеально подходил сплав A. Заказали и установили насос хмс с проточной частью из этого материала. Первые месяцы все было отлично.
Проблема началась в сезон дождей. Как выяснилось, сырье (апатитовый концентрат) в этот период имело чуть более высокое содержание хлорид-ионов из-за особенностей хранения на открытой площадке. Эти микропримеси, не критичные для самого процесса, запустили процесс питтинговой (точечной) коррозии в насосе именно в зоне высоких скоростей потока — на лопатках рабочего колеса. Паспорт насоса и стандартные таблицы эту ситуацию не покрывали.
Решение было найдено не в замене марки стали на более дорогую, а в изменении режима работы. После консультаций, в том числе и с инженерами, которые занимаются гидродинамическим моделированием (как, например, в упомянутой компании ООО Чэнду Сихуа Яньдин Флюидное Оборудование), была немного скорректирована производительность, чтобы снизить скорость на входе в колесо, и установлен дополнительный фильтр-отстойник на всасе для улавливания абразивных частиц, которые усугубляли коррозию. Насос проработал до плановой замены.
Куда смотреть сегодня: тренды и решения
Сейчас явный тренд — это интеллектуализация. Речь не просто о датчике давления на выходе. Речь о системах мониторинга вибрации, температуры подшипников и уплотнений в реальном времени с прогнозом остаточного ресурса. Для химических производств это золото, так как позволяет планировать обслуживание и избежать внезапных остановок с разливом реагентов.
Второй момент — материалы. Появляются новые полимерные покрытия и сплавы, но их применение требует тщательного анализа. Иногда дешевле и надежнее оказывается классическая нержавейка с правильно подобранным режимом работы, чем суперсовременный, но непроверенный в долгосрочной перспективе материал.
И третий — энергоэффективность. Часто на нее не смотрят, считая, что для маломощного химического насоса хмс это неважно. Но если таких насосов на линии десятки, переплата за электроэнергию за год может превысить стоимость самого аппарата. Поэтому сейчас все чаще требуют предоставить график КПД в зависимости от рабочей точки.
Компании, которые предлагают комплексные решения, включая системы энергосбережения, как та же ООО Чэнду Сихуа Яньдин Флюидное Оборудование (их сфера, согласно описанию, включает и это направление), находятся в более выигрышной позиции. Они могут предложить не просто насос, а оптимизированный технологический узел, где насос, арматура и система управления подобраны друг под друга. Это снижает риски на этапе пусконаладки.
Вместо заключения: простые правила для сложных сред
Итак, если резюмировать этот поток мыслей. Химический насос хмс — это не ?черный ящик?, который можно выбрать по каталогу и забыть. Это динамическая часть технологической системы, чувствительная к сотне факторов.
Первое: всегда запрашивайте у поставщика не просто паспорт, а детальные рекомендации по работе с конкретной средой, включая допустимые примеси. Второе: не экономьте на обвязке — запорная арматура, датчики, гибкие вставки для компенсации вибрации. Третье: рассматривайте насос как объект для постоянного мониторинга, а не как устройство ?включил и забыл?.
И главное — не бойтесь углубляться в детали. Иногда один неучтенный параметр, вроде содержания хлоридов в 0,01% или рабочей температуры на 5 градусов выше номинальной, может перечеркнуть все расчеты. Опыт, конечно, вещь незаменимая, но и современные инструменты, вроде гидродинамического моделирования, которое предлагают профильные научно-технические компании, становятся мощным подспорьем, чтобы этот опыт не был приобретен ценой аварий и простоев.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Фильтр с автоматической промывкой
Фильтр с автоматической промывкой -
 Система туманообразования для охлаждения
Система туманообразования для охлаждения -
 Насосы конденсатные серии LDTN
Насосы конденсатные серии LDTN -
 Анализатор биогенных элементов онлайн
Анализатор биогенных элементов онлайн -
 Анализатор тяжелых металлов онлайн
Анализатор тяжелых металлов онлайн -
 Автоматизированная система опрессовки
Автоматизированная система опрессовки -
 Интегрированная станция мониторинга качества воды
Интегрированная станция мониторинга качества воды -
 Гидропневматические установки водоснабжения
Гидропневматические установки водоснабжения -
 Насосы с магнитной муфтой серии CQ
Насосы с магнитной муфтой серии CQ -
 Насосы осевые и диагональные серий QZ, QH
Насосы осевые и диагональные серий QZ, QH -
 Система смазки
Система смазки -
 Датчик уровня
Датчик уровня
Связанный поиск
Связанный поиск- Система умягчения воды 1354
- Ультрафильтрация сточной воды
- Гидроочистка высокого давления
- Датчик уровня металлический
- Гидравлическая система нагрузки
- Bbh гидравлическая система
- Преобразователь давления keller pr 25y
- Насосы многоступенчатые центробежные воды
- Закрытая градирня
- Гидравлические и пневматические системы привода



