

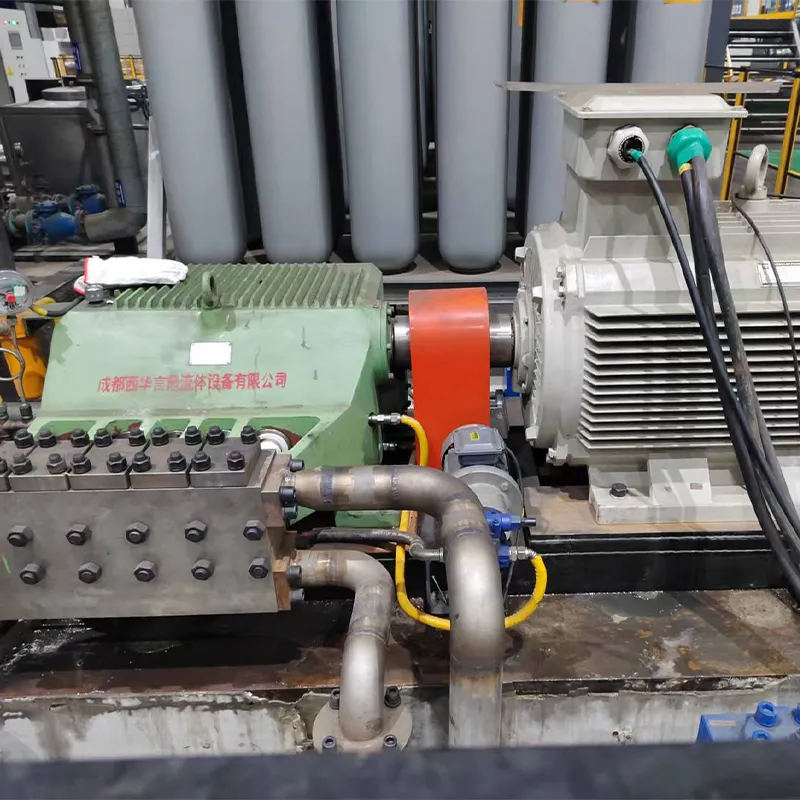
Плунжерный насос смазки
Когда слышишь 'плунжерный насос смазки', многие сразу представляют себе простейший механизм — плунжер, цилиндр, клапаны, и всё. Но на практике, особенно в системах централизованной смазки высокого давления для тяжелого оборудования, тут кроется масса нюансов, которые в каталогах не опишешь. Частая ошибка — считать, что главное это давление и подача. А на деле, например, работа с густыми консистентными смазками типа Литол-24 в условиях мороза или с синтетическими маслами при постоянной вибрации — это две большие разницы. Сам видел, как на лесопилке насос, который по паспорту идеально подходил, начинал 'плеваться' смазкой из-за неучтённой пульсации от пилорам. Вот об этих подводных камнях и хочу порассуждать.
Конструкция: где кроются слабые места
Возьмём классическую схему с кулачковым приводом плунжера. Казалось бы, надёжно. Но если говорить про плунжерный насос смазки для работы в запылённых цехах, например, на цементных заводах, то эта самая пыль становится убийцей. Она забивается в сальниковые уплотнения плунжера, действует как абразив, и через пару месяцев вместо уплотнения — песочный круг. Перепробовали разные материалы манжет — от стандартного NBR до полиуретана. Последний, кстати, лучше держит, но 'дубеет' на холоде. Пришлось для северных поставок закладывать подогрев блока или искать компромиссные составы.
Ещё один момент — материал самого плунжера. Нержавейка — не панацея. Для некоторых специальных смазок с противозадирными присадками (содержащими, например, соединения цинка или молибдена) лучше показала себя цементированная и шлифованная сталь с хромированием. Но тут важно качество покрытия. Был случай с одним российским производителем, у которого хром отслаивался микрочешуйками, которые потом заклинивали обратные клапаны. Мелочь, а остановило конвейер на полдня.
И про клапаны. Шариковые — дёшевы, но для вязких сред их работа под вопросом. Пружина не всегда успевает прижать шарик на возвратном ходе, особенно если смазка холодная. Перешли на тарельчатые клапаны с направляющей. Надёжнее, но и требовательнее к чистоте сборки. Любая стружка от монтажа — и приработка идёт со сбоями.
Привод и управление: от простого к сложному
Ручной привод — это, конечно, архаика для большинства промышленных систем. Но в некоторых ремонтных зонах или для резервных линий он ещё жив. Проблема в том, что оператор никогда не качает с одинаковым усилием и скоростью, отсюда нестабильность давления. А для подшипников скольжения, например, это критично — плёнка масла не формируется равномерно.
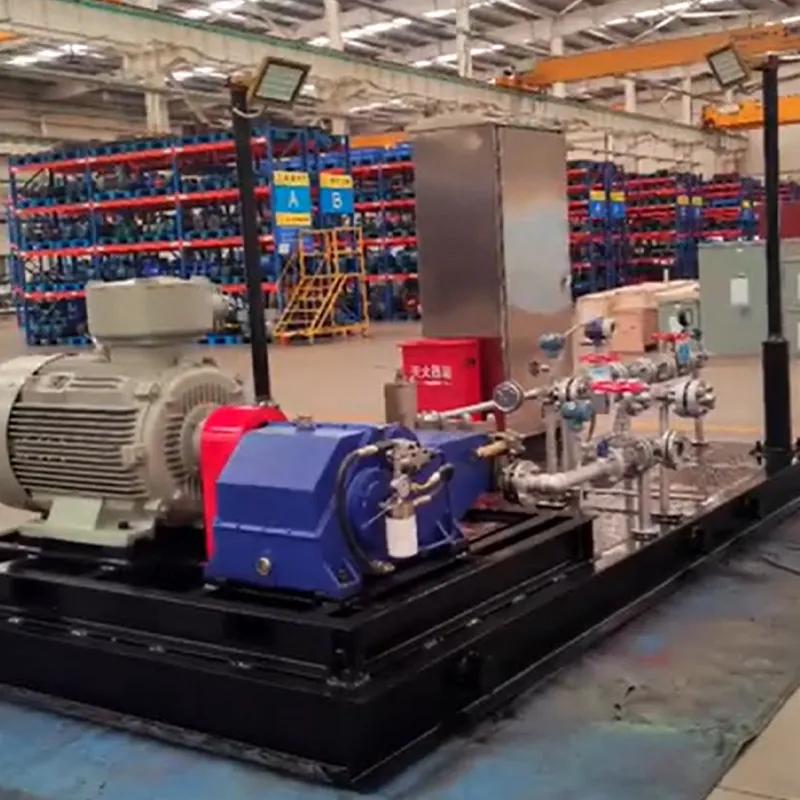
С электроприводом, казалось бы, всё ясно. Но и тут свои 'но'. Мотор-редуктор должен иметь достаточный крутящий момент на низких оборотах, чтобы стронуть плунжер с густой смазкой после простоя. Часто ставят моторы с запасом, но это ведёт к перегреву и избыточному энергопотреблению. Интересный подход видела в решениях от ООО Чэнду Сихуа Яньдин Флюидное Оборудование (их сайт — cdxhyd.ru). Они, как научно-техническое предприятие, делают упор на интеллектуальное строительство систем. В их схемах часто встречается частотная регулировка привода насоса, привязанная к датчику давления в магистрали. Насос не работает постоянно, а 'подкачивает' по необходимости. Это увеличивает ресурс.
А вот пневмопривод — отдельная тема для взрывоопасных сред. Шумно, требует подготовки воздуха (осушение, удаление масла), но зато безопасно. Главная головная боль — конденсат в пневмоцилиндрах зимой в неотапливаемых помещениях. Пришлось как-то интегрировать картриджи с влагопоглотителем прямо в воздушные линии подвода к насосу. Работало, но требовало постоянного контроля.
Интеграция в систему: где рвётся
Плунжерный насос смазки редко работает сам по себе. Он — сердце системы, но артерии — это трубки, шланги, распределители. И самая частая проблема — несоответствие. Поставишь насос на 400 бар, а шланги рассчитаны на 250. Или наоборот, пропускная способность распределителей меньше, чем подача насоса. Получается либо перегрузка насоса, либо голодание дальних точек смазки.
Работал с системой, где использовались насосные блоки, спроектированные как раз для комплексных решений. Компания ООО Чэнду Сихуа Яньдин Флюидное Оборудование позиционирует себя именно как поставщика таких комплексных решений, от насоса до конечной точки. Это правильный подход. В их случае, судя по описанию областей работы (гидродинамика, водоочистка, энергосбережение), насос, вероятно, рассматривается как часть большой гидравлической или технологической цепи. Это значит, что на этапе проектирования уже должны быть учтены параметры пульсации, совместимость материалов с рабочей средой не только смазки, но и, возможно, с водой или эмульсией, если речь о системах водоочистки.
Ещё один практический момент — расположение бака. Если он расположен ниже насоса, нужна хорошая герметичность и способность насоса к самовсасыванию. А если бак сверху, то важно, чтобы в линии всаса не было участков, где может скопиться воздух. Обычная мелочь — неправильно изогнутый шланг — может привести к кавитации и быстрому износу плунжера и седла клапана.
Среда работы: чем качаем
Производители насосов обычно дают общие рекомендации по вязкости. Но смазки — они разные. Литиевые, кальциевые, комплексные, с твёрдыми присадками (графит, дисульфид молибдена). Твёрдые включения — это отдельный вызов для прецизионных пар трения внутри насоса. Они могут действовать как притирка, а могут — как абразив. Для таких сред иногда имеет смысл смотреть в сторону насосов с увеличенными зазорами или специальной геометрией клапанов.
Температурный диапазон — это не просто цифры 'от и до'. При низких температурах резко растёт сопротивление на всасывании. Насос может создавать вакуум в линии, но не преодолеть внутреннюю вязкость смазки в камере. Решение — либо подогрев бака (электрический или циркуляционный), либо, что дешевле, выбор насоса с увеличенным диаметром плунжера и меньшим ходом для снижения скорости всасывания.
Был опыт с биодеградируемыми смазками на основе растительных масел. Казалось бы, экологично. Но их склонность к окислению и образованию лаковых отложений внутри камеры насоса оказалась высокой. Пришлось увеличивать частоту техобслуживания и промывки узла. Стандартный плунжерный насос смазки без модификаций здесь показал себя не лучшим образом.
Обслуживание и диагностика: чтобы не 'дошло'
Плановое ТО — это замена уплотнений и промывка. Но как понять, что насос работает на грани? Самый простой индикатор — звук. Ровный, тяжёлый стук — норма. Появился лёгкий, частый дребезг — возможно, подсасывает воздух или начал изнашиваться кулачок привода. Резкие, одиночные удары — может, залип клапан.
Давление. Если манометр стоит на выходе, то стоит следить не только за максимальным значением, но и за скоростью его нарастания. Если насос стал медленнее выходить на рабочее давление — это может сигнализировать об износе плунжера или потере герметичности всасывающего клапана. Кстати, многие современные блоки, особенно от компаний, занимающихся интеллектуальным строительством, как упомянутая ООО Чэнду Сихуа Яньдин Флюидное Оборудование, уже имеют встроенные датчики и возможность удалённого мониторинга этих параметров. Это уже не роскошь, а необходимость для ответственных конвейеров.
Самая неприятная поломка — когда клинит плунжер или ломается шток привода. Обычно это следствие не внезапного дефекта, а накопленных проблем: перегрев из-за постоянной работы на пределе, коррозия от агрессивной среды, усталость металла от вибрации. Поэтому лучшая диагностика — это периодический осмотр, очистка от грязи и контроль температуры корпуса насоса рукой (если не горячее 60-70°C — обычно норма).
Вместо заключения: мысль по ходу дела
Так что, возвращаясь к началу. Плунжерный насос смазки — это не просто узел из каталога. Это элемент системы, чья работа сильно зависит от сотни внешних факторов. Его выбор — это всегда компромисс между ценой, ресурсом, средой и условиями эксплуатации. Идеального насоса 'на все случаи' не бывает. Те решения, которые предлагают инжиниринговые компании, вроде той, что занимается гидродинамикой и комплексными системами, ценны именно тем, что они рассматривают насос в связке со всем остальным. Самый дорогой и надёжный насос можно угробить за месяц неправильной обвязкой или неподходящей смазкой. А иногда простейший и дешёвый агрегат, грамотно вписанный в технологический процесс, отрабатывает годы без проблем. Всё упирается в понимание процесса. Не в цифрах из паспорта, а в том, что происходит внутри трубы и под крышкой оборудования. Вот об этом и стоит думать в первую очередь.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Клапан минимального расхода
Клапан минимального расхода -
 Насосы дренажные подогревателей низкого давления серии NW
Насосы дренажные подогревателей низкого давления серии NW -
 Система очистки водой высокого давления
Система очистки водой высокого давления -
 Самовсасывающие центробежные нефтяные насосы серии CYZ
Самовсасывающие центробежные нефтяные насосы серии CYZ -
 Насосы конденсатные серии LDTN
Насосы конденсатные серии LDTN -
 Вертикальные многоступенчатые насосы из нержавеющей стали серии XHG
Вертикальные многоступенчатые насосы из нержавеющей стали серии XHG -
 Самовсасывающие канализационные насосы серии ZW с засоронезабиваемой конструкцией
Самовсасывающие канализационные насосы серии ZW с засоронезабиваемой конструкцией -
 Насосы химические технологические стандартные серии XHCZ
Насосы химические технологические стандартные серии XHCZ -
 Насосы осевые и диагональные серий QZ, QH
Насосы осевые и диагональные серий QZ, QH -
 Насосные установки типа ZWL(V) с цифровым интегрированным полным частотным регулированием для водоснабжения с подключением к сети
Насосные установки типа ZWL(V) с цифровым интегрированным полным частотным регулированием для водоснабжения с подключением к сети -
 Автоматизированная система опрессовки
Автоматизированная система опрессовки -
 Пожарные насосы горизонтальные с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XBD-SLOW
Пожарные насосы горизонтальные с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XBD-SLOW
Связанный поиск
Связанный поиск- Lft 2000 преобразователь давления
- Датчик уровня 4 20ма
- Ручной плунжерный насос
- Датчик уровня погружных насосов
- Плунжерный насос co2
- Система умягчения воды 1252
- Преобразователь давления wika s 10
- Преобразователь давления пд р 1
- Преобразователь давления пдтвх 1 0 мпа
- Преобразователи давления измерительные cerabar



