

Плунжерный насос для жидкости
Когда слышишь ?плунжерный насос?, первое, что приходит в голову — что-то простое, почти архаичное, вроде тех старых агрегатов на промыслах. Многие до сих пор путают принцип работы с обычным поршневым, считая разницу несущественной. А вот и нет. Ключевое — именно в конструкции плунжера, его уплотнении и том, как он справляется с высоким давлением и агрессивными средами. Сам сталкивался с ситуациями, когда заказчик, пытаясь сэкономить, ставил поршневой насос на линию с суспензией, а потом удивлялся, почему уплотнения ?летят? через неделю и давление не держит. Тут вся соль в деталях, которые в каталогах часто не пишут.
Где кроется настоящая сложность?
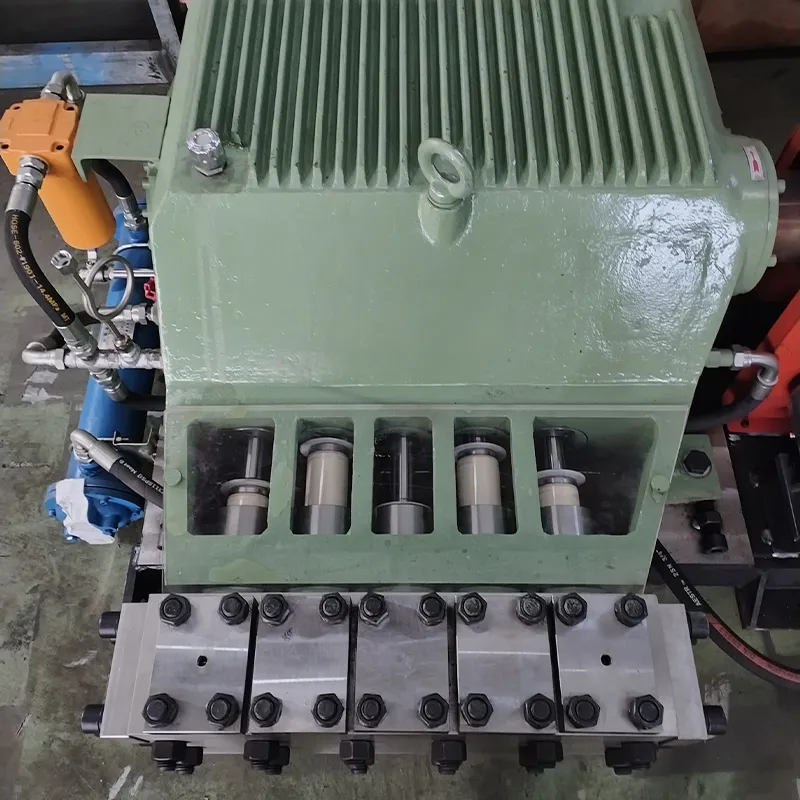
Если брать чисто конструктивно, то главная головная боль — это узел уплотнения плунжера. Не сальниковая набивка, как в старину, а именно комплект уплотнений, который должен работать в паре с самим плунжером. Материал — отдельная история. Подбирал как-то насос для перекачки горячего щелока. Паспортные данные по температуре и химической стойкости вроде бы подходили, но на практике фторопластовые манжеты начали ?плыть? уже через месяц. Оказалось, в среде был специфический присадок, который катализировал деградацию. Пришлось заказывать уплотнения из модифицированного PEEK у стороннего производителя. Это тот случай, когда стандартная комплектация из коробки работает лишь в идеальных лабораторных условиях.
Ещё один момент, который часто недооценивают — это влияние жидкости на кинематику. Речь не только о вязкости. Если в жидкости есть абразивные включения, даже микроскопические, они действуют как притирочная паста, но только не на пользу, а во вред. Видел износ плунжера из хромированной стали, который выглядел так, будто его обработали крупной наждачкой. Причём замена плунжера — это полбеды. Гораздо хуже, когда изнашивается гильза или корпус клапанной группы. Ремонт превращается в капитальную переборку с подгонкой. Поэтому сейчас всегда смотрю не только на паспорт ?насос перекачивает суспензии?, но и на конкретную конструкцию клапанного узла — зазоры, материалы седел, возможность быстрой замены. У некоторых моделей, к слову, доступ к клапанам организован откровенно неудачно, нужно пол-насоса разобрать.
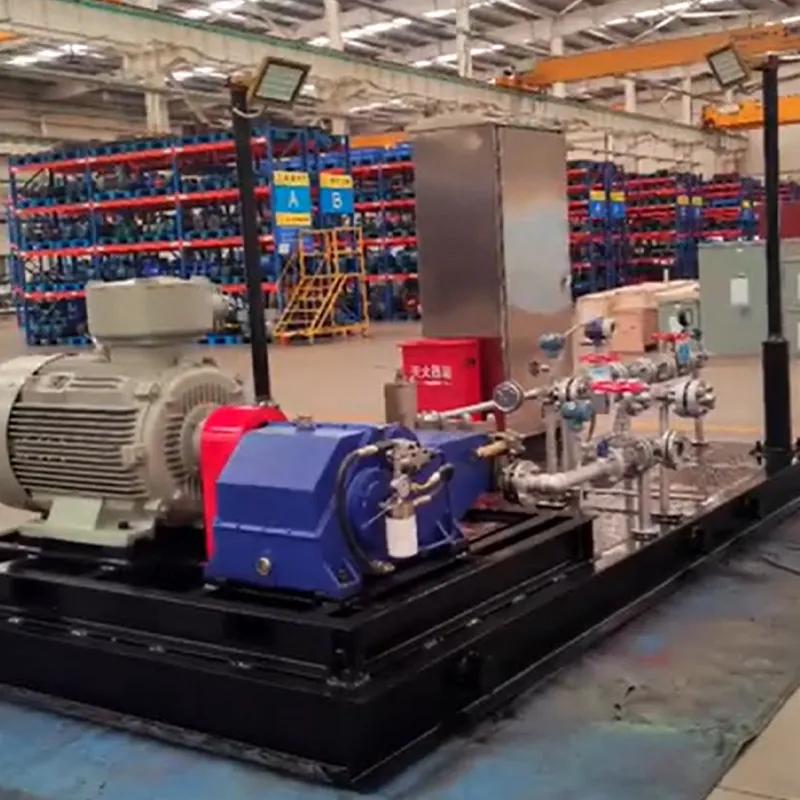
Здесь стоит упомянуть про подход некоторых современных производителей, которые интегрируют в свои решения цифровые системы мониторинга. Не ради ?инновационности?, а для реального контроля. Например, компания ООО Чэнду Сихуа Яньдин Флюидное Оборудование (сайт — https://www.cdxhyd.ru) позиционирует себя как научно-техническое предприятие, работающее в области гидродинамики и интеллектуальных решений. Их профиль — это не просто продажа железа, а комплекс, включающий разработку ПО, производство насосов и клапанов, водоочистку. Для меня это показатель, что они, вероятно, понимают важность не только механики, но и управления процессом. В случае с плунжерным насосом такое сочетание может дать интересный результат: датчики вибрации и давления способны заранее сигнализировать о износе уплотнения или начале кавитации, что для дорогостоящего процесса — спасение.
Давление и пульсация: вечный компромисс
Главный козырь плунжерного насоса — высокое давление. Но его верный спутник — пульсация потока. Борьба с ней это целое искусство. Устанавливали как-то агрегат на технологическую линию, где требовалась стабильная подача реагента. Насос выдавал нужные 200 бар, но пульсация в 5% сводила на нет точность дозирования. Применение обычного гасителя пульсаций (демпфера) помогло лишь отчасти. Проблема была в количестве плунжеров и фазе их работы. Трёхплунжерные модели, конечно, дают более ровную характеристику, чем одноплунжерные, но и они не идеальны. В итоге пришлось дорабатывать систему, устанавливая дополнительный ресивер с мембраной и тонко настраивать обратную связь по расходу. Это увеличило стоимость узла почти на треть, но без этого — брак в производстве.
Интересный опыт связан с попыткой использовать плунжерный насос для жидкости в системе оборотного водоснабжения с реагентной подготовкой. Задача была в дозировании коагулянта. Насос был качественный, но его производительность регулировалась частотным преобразователем. И тут вылезла неочевидная проблема: на низких оборотах резко ускорялся износ уплотнений из-за недостаточного смазывания и теплоотвода. Плунжер двигался медленнее, а среда была агрессивной. Получился парадокс — для точного дозирования нужны низкие обороты, но для сохранения ресурса — высокие. Пришлось переходить на схему с байпасом и постоянной скоростью главного привода, что усложнило систему. Это типичный пример, когда теория расходится с практикой эксплуатации.
В контексте комплексных решений, которые предлагает ООО Чэнду Сихуа Яньдин Флюидное Оборудование, подобная проблема могла бы рассматриваться системно. Ведь их сфера — это и энергосбережение, и интеллектуальное строительство. В такой системе насос — не изолированный аппарат, а часть контура. Возможно, их программное обеспечение для гидродинамики позволяет заранее смоделировать такие режимы и подобрать оптимальный тип насоса и схему управления, чтобы избежать подобных ?подводных камней?. Хотя, честно говоря, до идеальных цифровых двойников, которые полностью заменят натурные испытания, ещё далеко. Слишком много переменных в реальной жидкости — от температуры до непостоянного содержания взвесей.
Ремонтопригодность и ?кустарщина?
В полевых условиях, на удалённых объектах, часто приходится проявлять смекалку. Помню случай на старой водозаборной станции: вышел из строя клапан в плунжерном насосе. Новой запчасти ждать неделю. Разобрали, посмотрели — седло клапана подсело из-за эрозии. Стандартное решение — расточить и запрессовать новую втулку. Но оборудования для этого нет. Сделали вручную притирку седла и клапана пастой, подобрав более мягкий материал для временной замены. Насос проработал так несколько месяцев до планового останова. Это к вопросу о том, что иногда простая и даже грубоватая конструкция оказывается спасительной. Слишком ?замороченные? насосы с прецизионными парами в таких условиях могут встать намертво.
Поэтому, оценивая насос, я всегда смотрю на его разборку. Как снимается крышка? Нужен ли специальный ключ? Можно ли заменить уплотнение плунжера, не снимая весь блок с фундамента? У некоторых европейских моделей, при всём их качестве, для замены сальника нужно демонтировать приводной вал, что в тесном помещении — операция на целый день. А вот в продукции некоторых азиатских производителей, которые, как и ООО Чэнду Сихуа Яньдин Флюидное Оборудование, активно развивают своё производство, часто видишь более модульный подход. Блок клапанов — отдельный узел на болтах, плунжерная группа — тоже. Это не всегда лучше для герметичности под сверхвысоким давлением, но для большинства применений до 150-200 бар — более чем удобно для обслуживания.
Кстати, о производстве. Сайт cdxhyd.ru указывает, что компания занимается именно производством насосной продукции. Это важный нюанс. Есть много фирм, которые просто перепродают оборудование, собранное неизвестно где. Когда же производитель сам занимается разработкой и имеет в портфеле программные продукты для гидродинамики, есть надежда, что конструкция насоса не просто скопирована, а просчитана. Например, форма проточной части, профиль кулачка привода — всё это влияет на КПД и пульсации. Если эти параметры оптимизированы с помощью своего же ПО, это может дать реальное преимущество в виде меньшего энергопотребления или более плавного хода.
Вода vs. ?не вода?: спектр сред
Классическое применение — вода. Но современные технологии требуют перекачки всего подряд: от вязких полимеров и паст до летучих растворителей. С полимерами, к примеру, возникает проблема с заполнением рабочей камеры. Жидкость тягучая, клапаны срабатывают с задержкой, производительность падает. Приходится подбирать насосы с увеличенными проходными сечениями клапанов и, иногда, с принудительным их подпором. А с растворителями — другая беда: они текучие, но агрессивные к уплотнениям и часто склонны к кавитации из-за низкого давления насыщенных паров. Ставил как-то насос на метиленхлорид. Казалось бы, давление небольшое. Но из-за малейшего подсоса воздуха на всасе начиналась интенсивная кавитация, которая за пару часов ?съедала? тарелку нагнетательного клапана. Боролись повышением давления на всасе с помощью подпорного насоса.
В этом плане комплексные решения, заявленные в описании ООО Чэнду Сихуа Яньдин Флюидное Оборудование, которые включают и оборудование для водоочистки, наводят на мысль, что они, скорее всего, глубоко погружены в тему работы с различными средами. Очистка воды — это не только фильтры, но и точное дозирование реагентов, где как раз и используются плунжерные насосы для жидкости. Их опыт в этой области может быть очень ценен для подбора материалов и конфигурации под конкретную химическую среду. Ведь одно дело — перекачивать чистую воду, и совсем другое — раствор гипохлорита натрия или полиалюминия хлорида.
Отсюда вытекает простой, но важный вывод для любого инженера: никогда не выбирай насос только по каталогу и давлению/производительности. Нужно максимально подробно выяснить у технологов состав жидкости, её температуру, наличие абразива, склонность к пенообразованию или выделению газа. Часто эти данные приходится вытягивать ?клещами?, потому что на бумаге пишут ?водный раствор?, а по факту там ещё и песок есть. И здесь опять может помочь производитель с широкой экспертизой, который сталкивался с похожими задачами в своих проектах по интеллектуальному строительству или водоочистке.
Итог: инструмент, а не волшебная палочка
В конце концов, плунжерный насос — это мощный и надёжный инструмент, но не универсальный. Он блестяще справляется там, где нужно высокое давление и относительно точная подача, особенно с чистыми или умеренно загрязнёнными жидкостями. Но его успех на 90% зависит от правильного выбора под конкретную задачу, грамотного монтажа (это отдельная тема — правильно собрать всасывающую линию!) и понимания его слабых мест — узла уплотнения и клапанов.
Опыт, в том числе и негативный, показывает, что скупой платит дважды. Попытка сэкономить на насосе или на материалах уплотнений почти всегда приводит к простоям и дорогостоящему ремонту. Интересно наблюдать, как рынок движется в сторону интеграции: насос становится ?умным? узлом в системе. Подход, который декларирует компания с сайта https://www.cdxhyd.ru, — это как раз путь от отдельного изделия к системному решению. Для пользователя это потенциально означает не головную боль с подбором и стыковкой компонентов, а готовый, просчитанный блок, возможно, даже с системой прогнозного обслуживания.
Лично для меня главный критерий остаётся практическим: как быстро и дёшево можно вернуть насос к жизни в случае поломки в условиях цеха или полевой установки. И будет ли он стабильно работать те самые тысячи часов, которые заявлены в паспорте. Всё остальное — маркетинг, цифровизация, инновации — должно работать на этот главный критерий. А иначе зачем всё это? Плунжерный насос был, есть и останется рабочей лошадкой промышленности, и его выбирают не по красивым картинкам, а по сухой, часто горькой, статистике наработки на отказ.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Серия XHZ (W) низкошумных насосов с водяным охлаждением
Серия XHZ (W) низкошумных насосов с водяным охлаждением -
 Пожарные насосы горизонтальные с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XBD-SLOW
Пожарные насосы горизонтальные с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XBD-SLOW -
 Вертикальные дренажные насосы с длинным валом типа LP(T)
Вертикальные дренажные насосы с длинным валом типа LP(T) -
 Многоступенчатые питательные насосы для котлов серии DG
Многоступенчатые питательные насосы для котлов серии DG -
 Гидропневматические установки водоснабжения
Гидропневматические установки водоснабжения -
 Вертикальный многоступенчатый центробежный насос серии GDL для трубопровода
Вертикальный многоступенчатый центробежный насос серии GDL для трубопровода -
 Установки пожарные для поддержания давления
Установки пожарные для поддержания давления -
 Вертикальные многоступенчатые центробежные насосы с низким уровнем шума серии DLZ
Вертикальные многоступенчатые центробежные насосы с низким уровнем шума серии DLZ -
 Анализатор pH-ORP, электропроводности, концентрации онлайн
Анализатор pH-ORP, электропроводности, концентрации онлайн -
 Крупный одноступенчатый центробежный насос с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XHOW
Крупный одноступенчатый центробежный насос с двусторонним всасыванием и разъемом корпуса в горизонтальной плоскости серии XHOW -
 Пожарные насосы горизонтальные многоступенчатые серии XBD-D
Пожарные насосы горизонтальные многоступенчатые серии XBD-D -
 Автоматизированная система опрессовки
Автоматизированная система опрессовки
Связанный поиск
Связанный поиск- Пластинчатые теплообменники горячего водоснабжения
- Преобразователь давления пдэ
- Преобразователь давления дд
- Датчик минимального уровня
- Датчик уровня пола даф
- Вакуумный преобразователь давления
- Гидравлическая система для квадроцикла
- Фильтр сетчатый y образный латунь
- Форсунка для удаления окалины
- Датчик уровня одноэлектродный



