

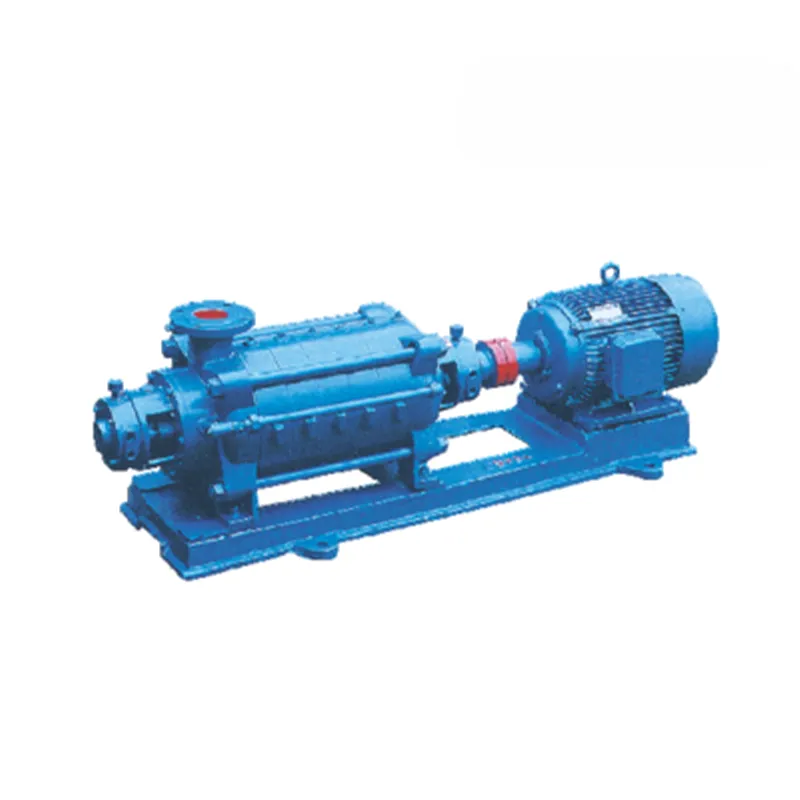
Насос плунжерный qb21 80
Если говорить про QB21-80, многие сразу думают про давление 80 МПа и стандартную производительность. Но вот в чем загвоздка — в спецификациях часто умалчивают про реальное поведение плунжерной пары после 400-500 моточасов в условиях перекачки суспензий с абразивной взвесью. Сразу скажу, не все модели, которые маркируются этим индексом, одинаковы. У некоторых производителей начинается просадка давления уже на 70 МПа, и дело не в сборке, а в термообработке материала плунжера. Сам на этом обжигался, когда брал партию для участка гидроразрыва пласта — пришлось срочно искать альтернативу.
Конструктивные нюансы, которые не увидишь в паспорте
Корпус клапанной коробки у QB21-80 обычно выполняют из кованой стали, это стандарт. Однако толщина стенки в зоне нагнетательного патрубка — момент критичный. Встречал версии, где она была уменьшена всего на 1.5 мм против обычной, и это давало микротрещины после цикличных нагрузок. Не катастрофа, но на долговечность влияет. Особенно если в системе бывают гидроудары — а они бывают почти всегда при работе с запорной арматурой большого диаметра.
Уплотнительные манжеты. Здесь многие грешат на материал, но чаще проблема в геометрии посадочного гнезда. Если оно расточено с перекосом даже в пару десятых миллиметра, манжета изнашивается клином. И замена каждые 200 часов вместо положенных 500 — это просто дополнительные простои и расходники. Причем визуально при монтаже перекос можно и не заметить, он проявляется только в работе под нагрузкой.
Система смазки нагнетательной части. В базовой комплектации она рассчитана на чистые жидкости. Когда мы начали качать эмульсии с содержанием твердых частиц до 3%, пришлось дорабатывать — ставить дополнительный фильтр тонкой очистки на линию смазки. Без этого абразив попадал в зазор между плунжером и гильзой, что вело к задирам. Это не недостаток насоса, это скорее особенность применения, о которой редко предупреждают.
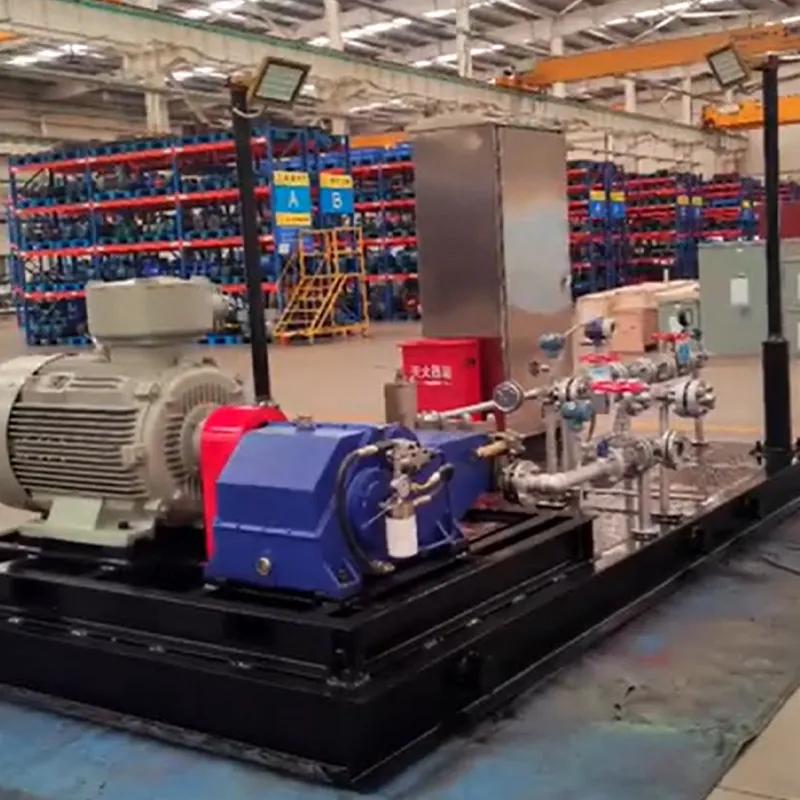
Опыт интеграции в технологические линии
Ставили QB21-80 в качестве дозировочного насоса для подачи реагентов на станции водоподготовки. Задача казалась простой — поддерживать давление в 60-65 МПа. Но была тонкость: реагенты меняли вязкость в зависимости от температуры в цеху. Летом — более текучие, зимой — гуще. И насос, откалиброванный под усредненные условия, начинал ?плыть? по производительности. Пришлось завязать его работу с датчиком температуры и корректировать обороты двигателя через частотный преобразователь. Без такой автоматики точность дозировки падала на 8-10%, что для технологии недопустимо.
Еще один случай — использование в паре с гидродинамическим моделированием. Коллеги из ООО Чэнду Сихуа Яньдин Флюидное Оборудование (сайт — cdxhyd.ru) как раз занимаются софтом для таких расчетов. Мы обращались к ним, когда нужно было спрогнозировать износ клапанов QB21-80 при работе на известковой суспензии. Их моделирование показало, что основной износ идет не по седлу, а по краю тарелки клапана, где срыв потока создает кавитацию. Это поменяло наш подход к регламенту обслуживания — теперь мы чаще инспектируем именно эту зону.
Их компания, кстати, не просто производитель, а научно-техническое предприятие с уклоном в комплексные решения. Это чувствуется. Когда мы обсуждали с ними возможность адаптации насоса под систему энергосбережения с рекуперацией энергии обратного хода плунжера, они предложили не готовый ответ, а вариант совместной проработки схемы. Для инжиниринга это ценный подход.
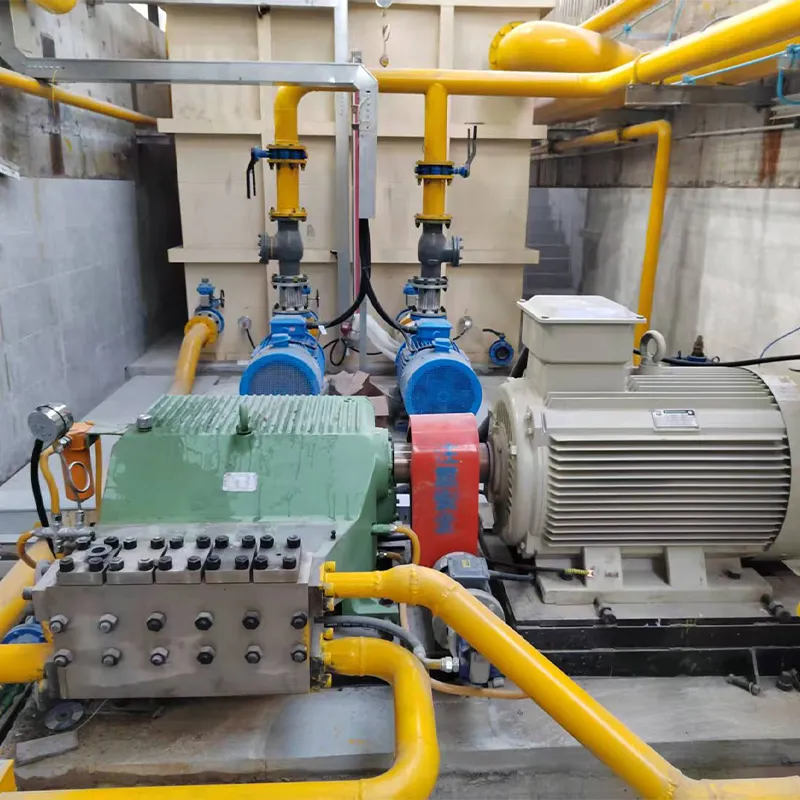
Типичные поломки и что за ними стоит
Чаще всего ломается не сам плунжерный блок, а обвязка. Особенно трубопроводы высокого давления на штуцерах. Резьбовые соединения, если их затягивать только динамометрическим ключом по паспорту, со временем дают течь. Опытные монтажники всегда делают дополнительную подтяжку после первых 50 часов работы — металл ?притирается?, нагрузка перераспределяется. Это мелочь, но она спасает от внезапных фонтанов масла под высоким давлением.
Отказ шатунного механизма. Редко, но бывает. Обычно причина — не в качестве металла, а в смазке картера. Если использовать масло, не предназначенное для длительной работы в условиях высоких точечных нагрузок (как в подшипниках шатуна), оно теряет свойства. Появляется металлическая стружка, и дальше — заклинивание. Совет банальный, но важный: масло нужно менять не по регламенту в моточасах, а с учетом фактической чистоты. Лучше чаще, особенно в запыленных цехах.
Электрическая часть. Претензий к двигателю обычно нет, но клеммная коробка на некоторых исполнениях расположена неудачно — сверху. При протечке уплотнения сальника капли конденсата или масла стекают прямо на нее. Приводило к короткому замыканию на одном из объектов. Решение простое — развернуть коробку на 90 градусов при монтаже, но об этом надо думать заранее.
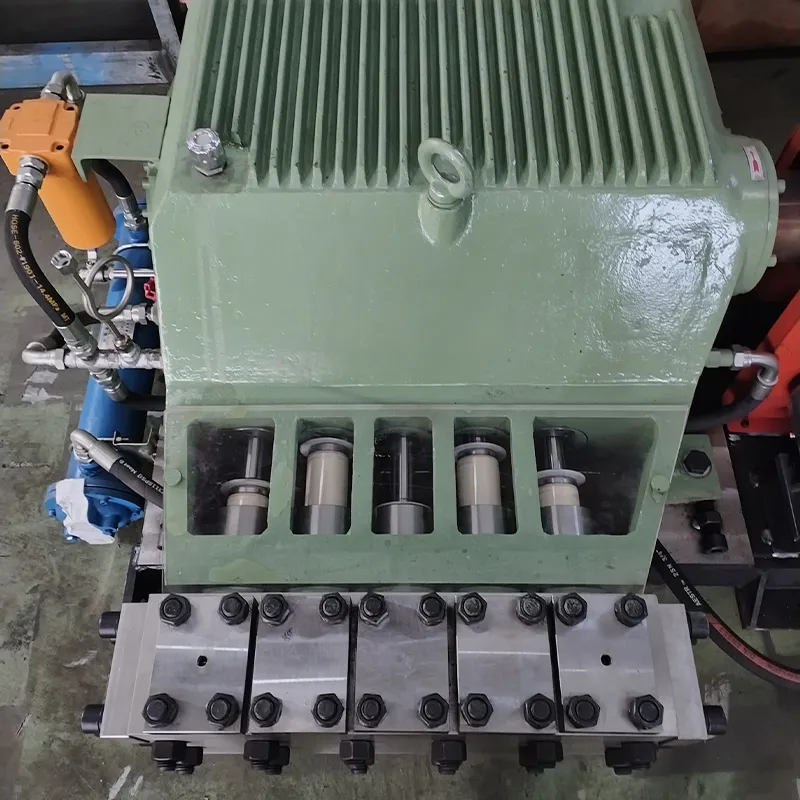
Сравнение с аналогами и почему выбор не всегда очевиден
QB21-80 часто сравнивают с насосами серии 5Н-10 или АН-80. По давлению и производительности они близки. Но ключевое отличие — в ремонтопригодности на месте. У QB21-80 плунжерная пара собрана в единый кассетный блок, который можно заменить целиком за 2-3 часа. У аналогов часто требуется демонтаж всего кривошипно-шатунного узла, это уже полдня работы. Для сервисных бригад это огромная разница.
Однако есть и минус. Кассетный блок — это готовое решение, но его нельзя ?подшаманить?. Если в полевых условиях вышла из строя только одна гильза, а запасной кассеты нет, насос встает. В то время как в классической компоновке можно было бы заменить именно гильзу, если есть подходящая по размерам. Здесь каждый выбирает под свою логистику запчастей.
Ценовой вопрос. Сам по себе QB21-80 не самый дешевый. Но если считать стоимость владения с учетом межремонтного периода, который у него при правильной эксплуатации действительно выше, то экономия может быть. Но только если эксплуатация правильная. Если же условия тяжелые (абразив, перепады температур), то затраты на частую замену дорогостоящих кассет могут съесть всю выгоду. Нужно считать для каждого конкретного случая.
Перспективы и возможные доработки
Сейчас вижу тренд на оснащение таких насосов простейшей интеллектуальной диагностикой. Не полноценная АСУ, а датчики вибрации на корпусе клапанной коробки и температуре на нагнетательном патрубке. Сигнал с них можно выводить на простейший контроллер. Это помогает поймать момент, когда начинает подклинивать клапан или идет повышенный износ плунжера. Для QB21-80 такая модернизация делается кустарно, но было бы здорово, если бы производители предлагали это как опцию.
Еще один момент — материал уплотнений. Стандартные манжеты из нитрильного каучука не всегда выдерживают контакт с некоторыми химическими реагентами на объектах водоочистки. Переход на полиуретан или фторкаучук увеличивает ресурс в разы, но и стоимость ремкомплекта вырастает значительно. Нет универсального ответа, нужно ли это всем. Но для специфических сред такая опция должна быть в каталоге.
В целом, QB21-80 — это надежная рабочая лошадка, если понимать ее границы. Она не любит крайностей, но в своем диапазоне работает стабильно. Главное — не относиться к ней как к черному ящику, который можно просто включить и забыть. Как и любое плунжерное оборудование высокого давления, она требует внимания к мелочам: к качеству рабочей среды, к периодичности обслуживания, к моменту замены расходников. Тогда и проблем не будет. А если проблемы все же возникли — чаще всего их причина лежит не в конструкции, а в том, как насос вписан в конкретную технологическую цепочку. Это уже задача для инженеров на месте.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Установки водоснабжения с автоматическим частотным регулированием
Установки водоснабжения с автоматическим частотным регулированием -
 Интегрированная насосная станция водоснабжения
Интегрированная насосная станция водоснабжения -
 Пожарные насосы одноступенчатые одно-всасывающие серии XBD-SLS
Пожарные насосы одноступенчатые одно-всасывающие серии XBD-SLS -
 Интегрированная насосная станция противопожарного водоснабжения
Интегрированная насосная станция противопожарного водоснабжения -
 Автоматизированная система опрессовки
Автоматизированная система опрессовки -
 Система отбора и анализа пароводяной смеси котлов
Система отбора и анализа пароводяной смеси котлов -
 Система гидросбива окалины высокого давления
Система гидросбива окалины высокого давления -
 Многоступенчатые центробежные насосы серии XHDP с самоуравновешиванием
Многоступенчатые центробежные насосы серии XHDP с самоуравновешиванием -
 Центробежные нефтяные насосы серии AY
Центробежные нефтяные насосы серии AY -
 Анализатор тяжелых металлов онлайн
Анализатор тяжелых металлов онлайн -
 Плунжерный возвратно-поступательный насос
Плунжерный возвратно-поступательный насос -
 Самовсасывающие канализационные насосы серии ZW с засоронезабиваемой конструкцией
Самовсасывающие канализационные насосы серии ZW с засоронезабиваемой конструкцией



